Все автомобили »
Kia Clarus (Киа Кларус)
.
2.16 Головка цилиндров
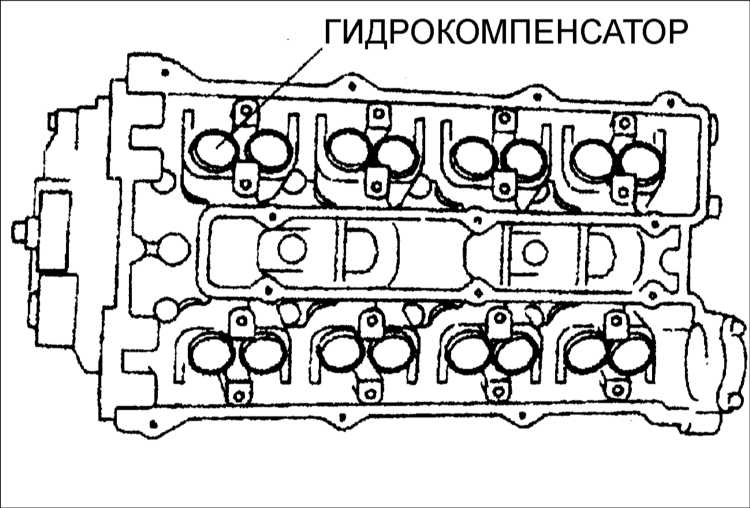
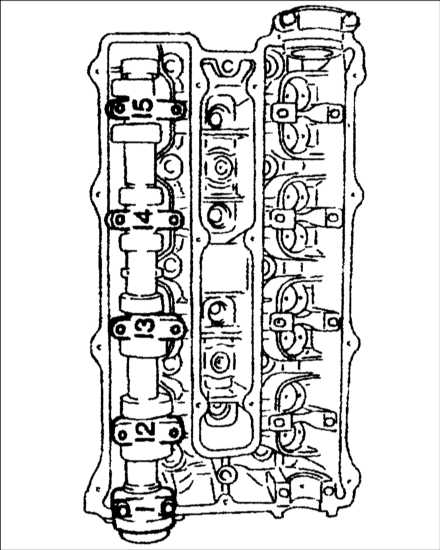
2.15. Головка цилиндров
1 – крышка головки цилиндров;
2 – уплотнительная пластина;
3 – крышка распределительного вала;
4 – распределительный
вал;
5 – гидрокомпенсатор теплового зазора клапана;
6 – болт крепления
головки цилиндров;
7 – головка цилиндров;
8 – прокладка головки цилиндров;
| 9 – сухари;
10 – верхнее гнездо
пружины;
11 – внешняя пружина клапана;
12 – внутренняя пружина клапана;
13 – нижнее гнездо пружины;
14 – клапан;
15 – маслоотражательный колпачок;
16 – датчик угла поворота (Т8 DOHC). |
Снятие и разборка
Приведено описание снятия и установки головки цилиндров на двигателе,
с которого предварительно сняты вспомогательные детали, зубчатый ремень и шкивы
распределительных валов.
Проверка
Проверка головки блока цилиндров.
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Осмотрите головку блока цилиндров на
отсутствие повреждений, трещин, утечек масла и охлаждающей жидкости. При необходимости,
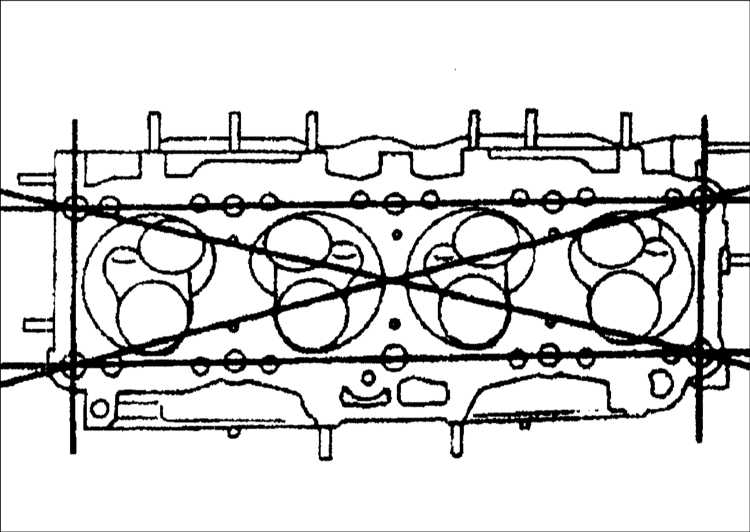
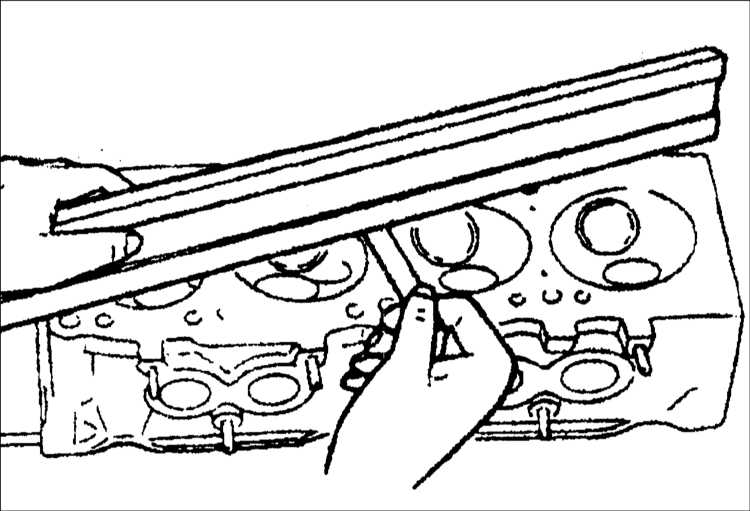
замените головку блока цилиндров. | 2.
Металлической линейкой и щупом в шести направлениях проверьте плоскостность головки
блока цилиндров. При необходимости, перешлифуйте головку блока цилиндров.
Допускаемая неплоскостность: 0,15 мм | 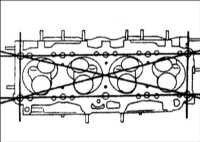 |
 |
3. Измерьте высоту головки блока цилиндров
от нижней поверхности головки до поверхности установки прокладки крышки головки
цилиндров.
Допускаемая высота головки:
FE DOHC: 133,95–134,05
мм
Т8 DOHC: 133,8–134,0 мм
Предельно допустимая толщина сошлифованного
слоя: 0,20 мм |
Предупреждение  Перед шлифовкой выполните следующие проверки и, при необходимости, замените головку
цилиндров:
Перед шлифовкой выполните следующие проверки и, при необходимости, замените головку
цилиндров:
– углубление седла клапана;
– наличие повреждений на привалочных
плоскостях коллекторов;
– зазор в подшипниках распределительных валов и их
осевой люфт.
|  | 4.
Металлической линейкой и щупом в двух направлениях измерьте плоскостность сопрягаемых
поверхностей коллекторов. Отклонение от плоскостности:
FE DOHC: 0,15
мм
Т8 DOHC: 0,20 мм | | 5.
Если неплоскостность превышает допустимые пределы, прошлифуйте поверхность
или замените головку блока цилиндров. | |
Проверка клапанов
| ПОРЯДОК ВЫПОЛНЕНИЯ |
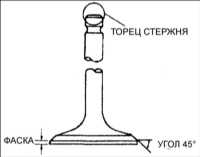
| 1. Осмотрите каждый клапан на выявление
следующих дефектов:
– повреждения или деформации стержня клапана;
– повреждения тарелки клапана;
– повреждения или неравномерного износа торца
стержня клапана. | | 2. При необходимости,
отремонтируйте или замените клапан. | |
3. Измерьте высоту кромки тарелки клапана. При необходимости, замените
клапан. Высота кромки тарелки клапана:
впускного: 0,85 мм
выпускного:
0,9 мм | 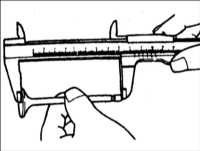 | 4.
Измерьте длину каждого клапана. Длина клапана:
Впускные клапана:
FE DOHC: 103,18 мм
Т8 DOHC: 102,92 мм
Выпускные клапана:
FE DOHC:
103,94 мм
Т8 DOHC: 101,42 мм |  | 5.
Микрометром в нескольких местах по высоте измерьте диаметр стержня клапана.
Диаметр стержня клапана:
Впускные клапана: 5,970–5,985 мм
Выпускные
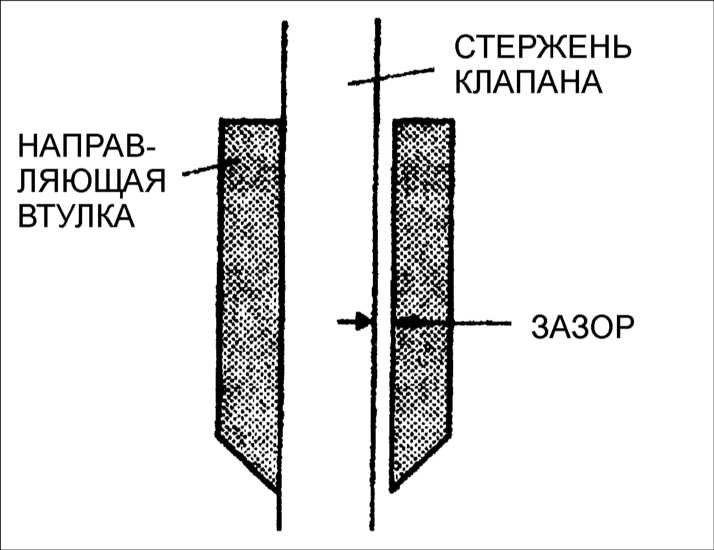
клапана: 5,965–5,980 |  | 6.
Нутромером в нескольких местах измерьте внутренний диаметр направляющих втулок
клапанов. Внутренний диаметр направляющих впускных и выпускных клапанов:
6,01–6,03 мм |  | 7.
Вычислите зазор между направляющей втулкой и стержнем клапана. Для этого вычтите
наружный диаметр стержня клапана от внутреннего диаметра соответствующей направляющей
втулки клапана.
Зазор:
Впускные клапана:
впускной: 0,025–0,060
мм
выпускной: 0,030–0,065 мм
Предельно допустимое значение: 0,020 мм
| | 8. Если зазор превышает
предельно допустимое значение, замените клапан и/ или направляющую втулку клапана. |
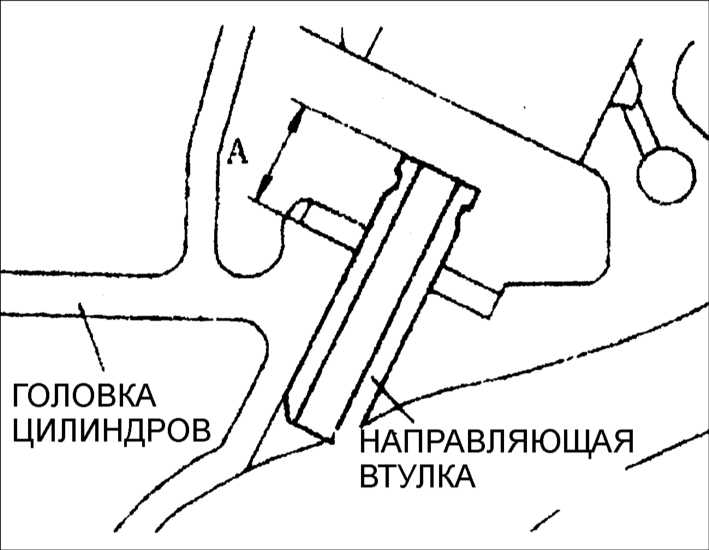
 | 9.
Измерьте высоту выступания каждой втулки клапана. При необходимости, замените
направляющую втулку клапана.
Впускные клапана А: 11,4–11,9 мм |
| 
|
Предупреждение
Обратите внимание, что
направляющие впускного и выпускного клапанов различаются по форме.
|  | 10.
Постепенно нагрейте головку блока цилиндров в воде до температуры около 90°С. |
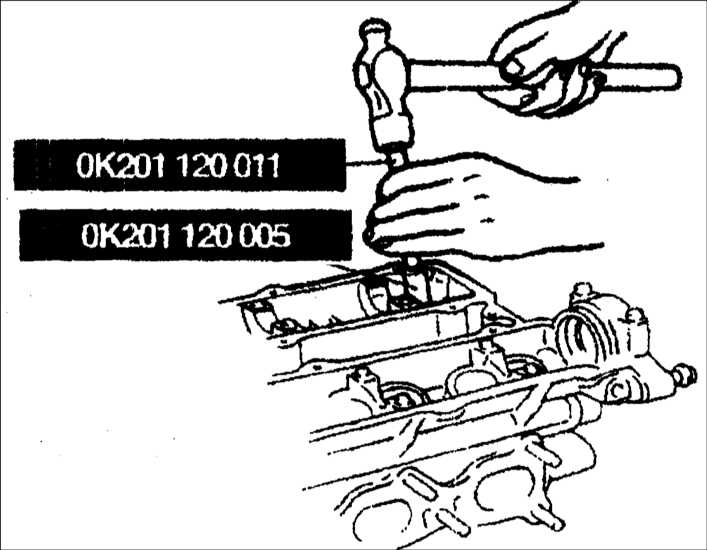
 | 11.
При помощи приспособления ОК201 120 001 выпрессуйте направляющую клапана со
стороны, противоположной камере сгорания. | | 12.
Постепенно нагрейте головку блока цилиндров в воде до температуры около 90°С. |
 | 13.
При помощи приспособления ОК201 120 001 запрессовывайте направляющую клапана со
стороны, противоположной камере сгорания, до тех пор, пока она не будет выступать
над головкой блока на рекомендуемую выше величину. | |
Проверка седла клапана
| ПОРЯДОК ВЫПОЛНЕНИЯ |
1. Проверьте рабочую поверхность и фаски
седла клапана на отсутствие следующих дефектов:
– шероховатости;
– прогорания;
– точечной коррозии;
– трещин. |  | 2.
Специальным режущим инструментом под углом 45° восстановите рабочую кромку седла
клапана и/или фаску клапана. | | 3.
Нанесите специальный состав синего цвета на рабочую фаску клапана и клапан и дайте
высохнуть составу. |  | 4.
Установите клапан в седло клапана, прижмите и проверните на 360°. Если синий состав
не полностью удален с рабочей фаски клапана, замените клапан. Если синий состав
не полностью удален с рабочей фаски седла клапана, повторно обработайте седло
клапана. |  | 5.
Измерьте ширину рабочей фаски клапана.
Ширина: 1,2–1,6 мм |
 | 6.
Проверьте глубину расположения рабочей поверхности седла клапана, измеряя
ее в центре фаски клапана. Если клапан, установленный в седло клапана, расположен
слишком высоко, обработайте седло клапана разверткой с углом 60°, затем разверткой
с углом 45°. Если клапан, установленный в седло клапана, расположен слишком низко,
обработайте седло клапана разверткой с углом 35° (для впускного клапана) или 15°
(для выпускного), затем разверткой с углом 45°. | |
7. Используя специальный абразивный порошок, притрите клапана и седла
клапанов. Очистите клапана и седла клапанов от остатков абразивного порошка. |
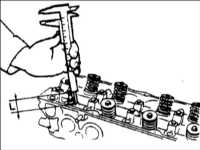
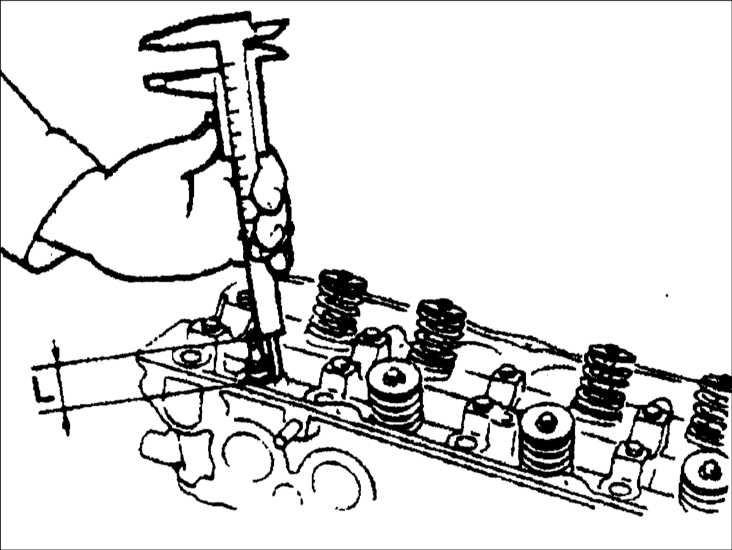
| 8. Проверьте заглубление седла клапана. Установите
клапан в головку блока цилиндров и измерьте выступание (размер L) стержня клапана.
Размер L: 36,8 мм | | Если
L находится в приведенных ниже пределах, клапан можно использовать. Размер
L:
Впускной: 36,37–37,27 мм
Выпускной: 36,36–37,26 мм Если
L находится в указанных ниже пределах, для корректировки следует установить прокладку
между тарелкой пружины и головкой блока цилиндров. Размер L:
Впускной:
37,27–37,97 мм
Выпускной: 37,26–37,96 мм
Если L больше приведенного
ниже размера, следует заменить головку блока. Размер L:
Впускной:
37,97 мм
Выпускной: 37,96 мм | |
Проверка пружины клапана
| ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Осмотрите каждую пружину клапана на отсутствие
трещин и повреждений. | 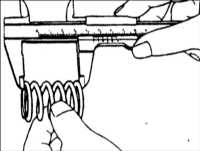 | 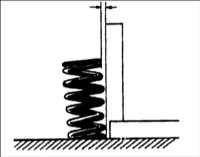 |
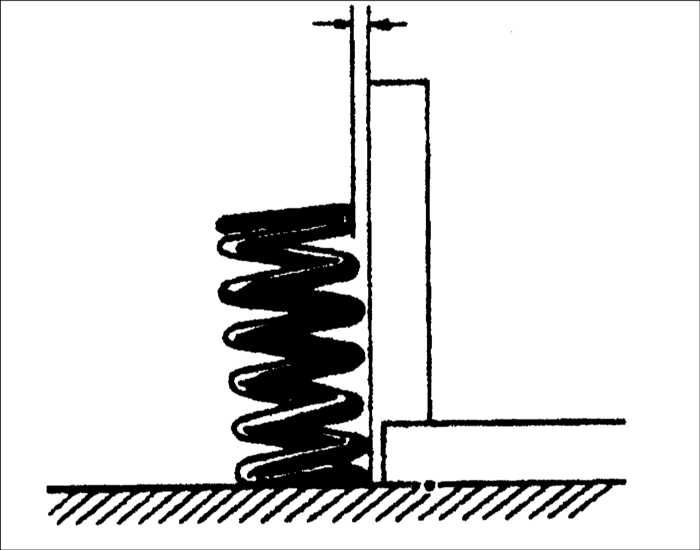
2. Измерьте длину пружины в свободном
состоянии. Установите пружину на плоскую горизонтальную поверхность и измерьте
отклонение верхней части пружины от вертикальной плоскости.
Длина
пружины в свободном состоянии:
Наружной: 39,1 мм
Минимально допустимая:
38,7 мм
Внутренней: 38,0 мм
Минимально допустимая: 37,7 мм
Предельно
допустимое отклонение пружины от вертикальной плоскости:
Наружной: 1,36 мм
Внутренней: 1,33 мм | |
Проверка
распределительного вала
| ПОРЯДОК ВЫПОЛНЕНИЯ |

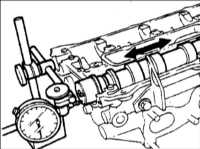
| 1. Установите первую и последнюю
шейки распределительного вала на V–образные подставки. Установите измерительную
головку индикатора часового типа на среднюю шейку подшипника распределительного
вала и установите шкалу индикатора на 0. Проверните распределительный вал и измерьте
его биение. Предельно допустимое биение распределительного вала: 0,03 мм |
| 2. Проверьте распределительный вал на
отсутствие неравномерного износа, трещин или повреждений. | 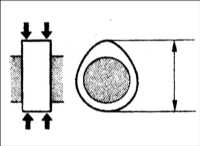
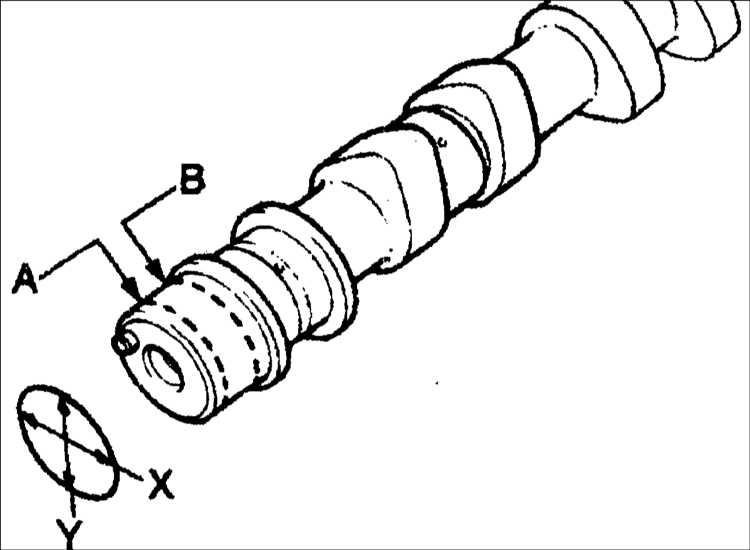
| 3. В двух точках измерьте высоту каждого
кулачка распределительного вала. Высота кулачков распределительного вала:
45,052 мм
Минимально допустимая высота кулачков распределительного вала: 44,852
мм |  | 4.
В двух перпендикулярных направлениях измерьте диаметр каждой шейки распределительного
вала. Номинальный диаметр: 29,940–29,956 мм
Предельно допустимая овальность:
0,05 мм | | 5. Измерьте
зазор в подшипниках распределительных валов. | | 6.
Очистите от смазки шейки подшипников распределительных валов, крышки подшипников
и подшипники в головке блока цилиндров. | | 7.
Установите распределительные валы на головку блока цилиндров. |
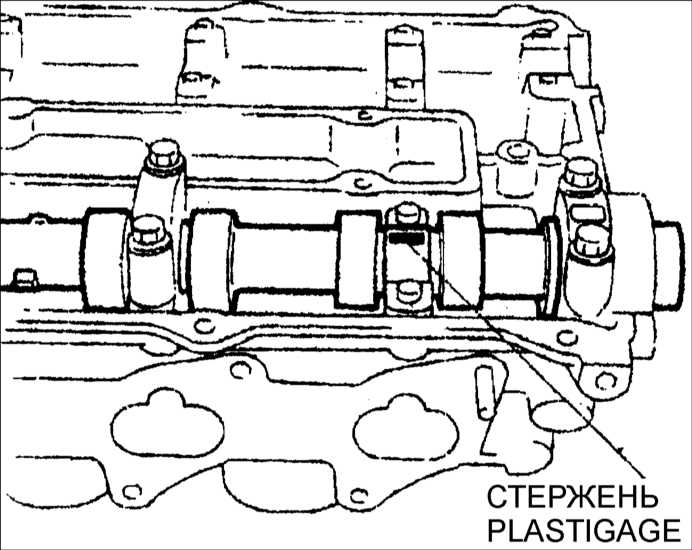
 | 8.
Для измерения зазора используйте пластиковый калиброванный круглый стержень
Plastigage. Стержень Plastigage сжимается между подшипником и шейкой распределительного
вала. После снятия крышки подшипника распределительного вала деформированный пластиковый
стержень Plastigage измеряется специальным шаблоном, который имеется в комплекте.
Отрежьте кусочки пластикового стержня и расположите их на шейки распределительного
вала. После установки пластикового стержня не проворачивайте распределительный
вал. | | 9. В соответствии с
маркировкой установите крышки подшипников распределительных валов. |
| 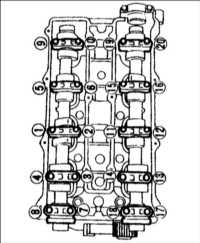
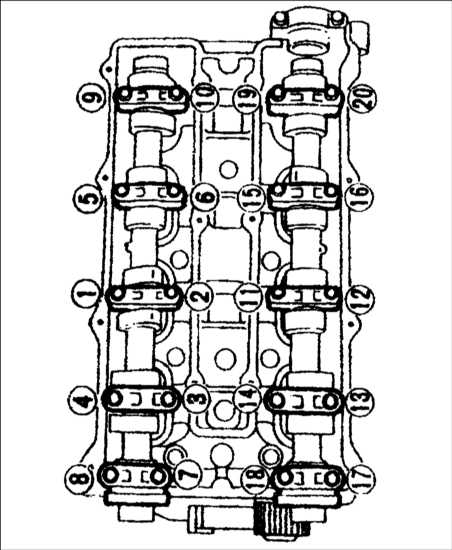
| 10. Вверните болты крепления крышек подшипников
и в определенной последовательности затяните их требуемым моментом. Момент
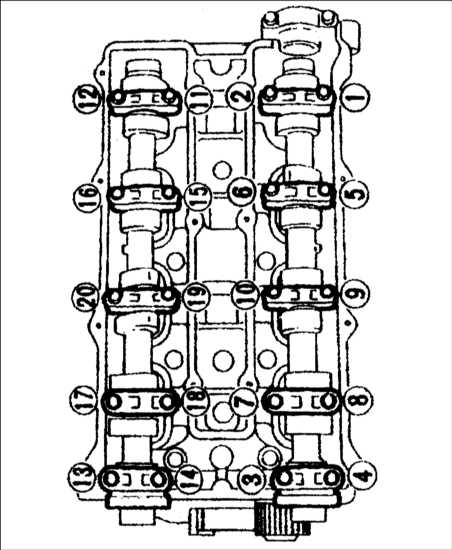
затяжки: 18–26 Н•м | 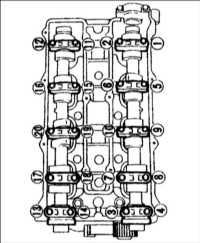 | 11.
В определенной последовательности выверните болты и снимите крышки подшипников
распределительных валов. | 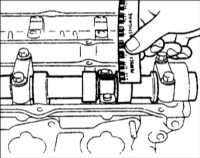 | 12.
Измеряя шаблоном ширину деформированного пластикового стержня, определите зазоры
в подшипниках распределительного вала. Номинальный зазор: 0,035–0,085 мм
Предельно допустимый зазор: 0,15 мм | | 13.
Если зазор превышает предельно допустимое значение, замените головку блока цилиндров. |
 | 14.
Установите распределительные валы в головку блока цилиндров. Установите измерительный
наконечник индикатора часового типа на торец распределительного вала. Переместите
распределительный вал вдоль оси до упора в одну сторону. | | 15.
Установите стрелку индикатора часового типа на 0. Переместите распределительный
вал вдоль оси до упора в другую сторону. Прочтите показания на индикаторе часового
типа, который показывает величину осевого люфта распределительного вала. Номинальный
осевой люфт: 0,08–0,10 мм
Предельно допустимый зазор: 0,20 мм | |
Проверка гидравлических компенсаторов зазоров клапанов
|
ПОРЯДОК ВЫПОЛНЕНИЯ |
| 1. Проверьте лицевую сторону гидравлических
компенсаторов зазоров клапанов на отсутствие износа или повреждений и, при необходимости,
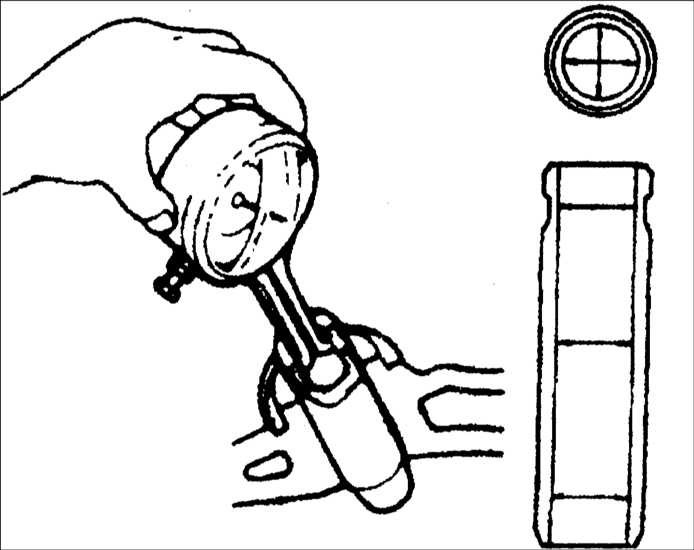
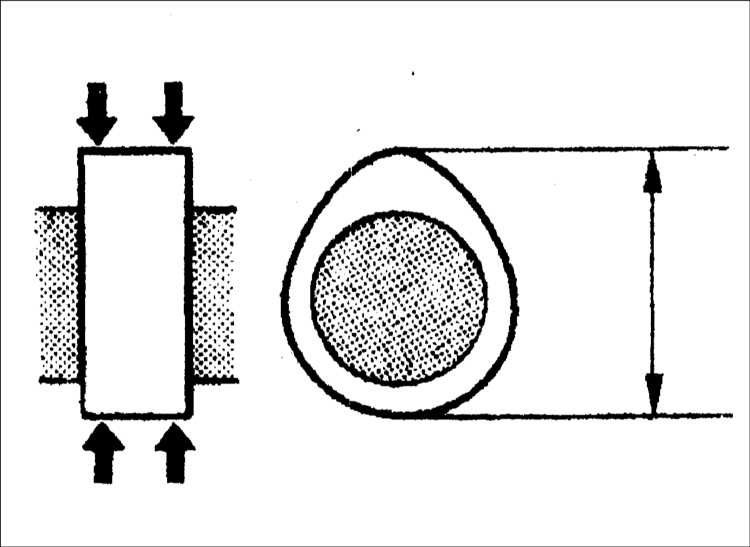
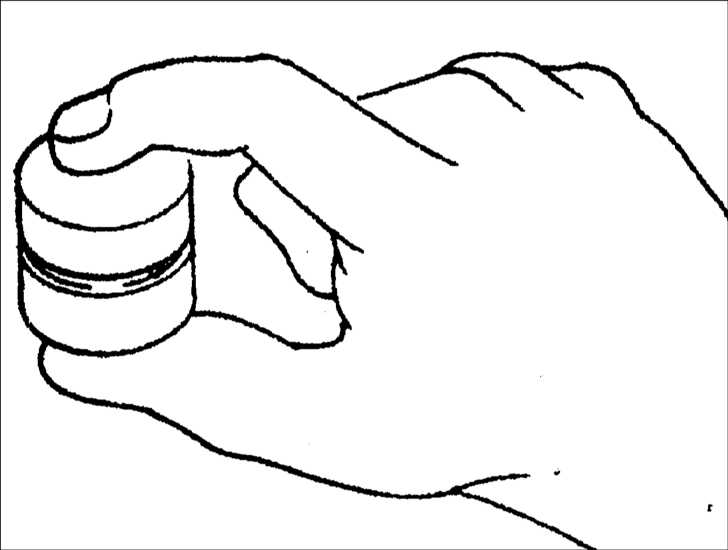
замените их. |  | 2.
Сожмите гидравлический компенсатор двумя пальцами. Если гидравлический компенсатор
зазоров клапанов сжимается, замените его. |
Предупреждение
Никогда не пытайтесь восстанавливать или ремонтировать гидравлический компенсатор
зазоров клапанов.
| |
Сборка и установка
| ПОРЯДОК ВЫПОЛНЕНИЯ |
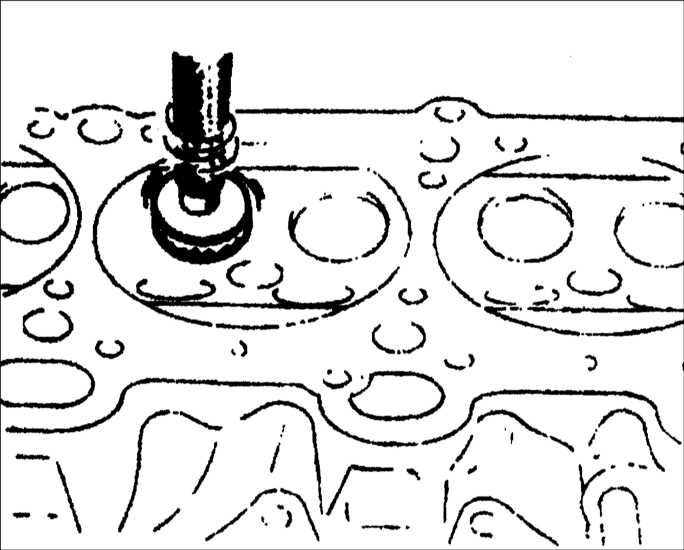
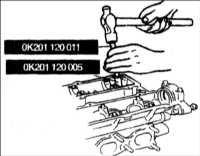
| 1. Нанесите моторное масло на внутреннюю
часть нового маслоотражательного колпачка клапана. | 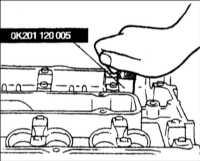 | 2.
Установите маслоотражательный колпачок клапана на направляющую втулку клапана
с помощью специального приспособления ОК201 120 005. | |
3. Установите нижнюю тарелку клапана. | | 4.
Установите клапан. | 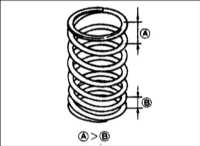
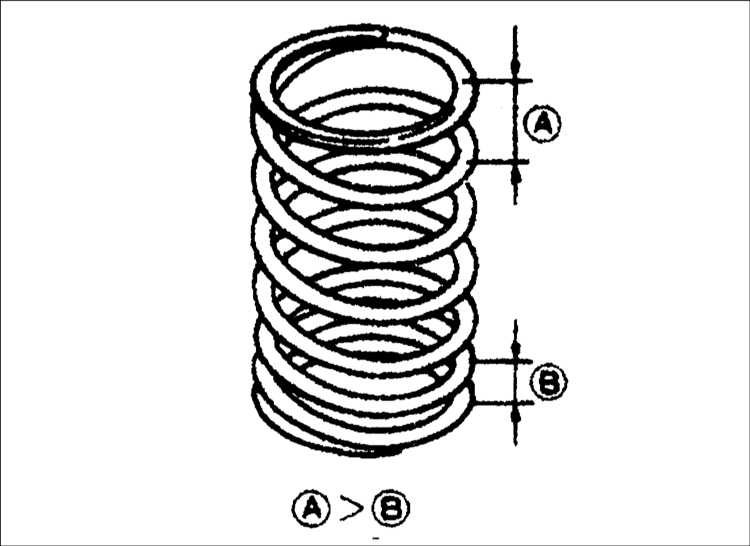
| 5. Установите пружины клапана и верхнюю тарелку
клапана. | | 6. Установите пружину
клапана таким образом, чтобы витки с мелким шагом (В) были направлены к головке
блока цилиндров. |  | 7.
Установите верхнее гнездо пружины и специальным приспособлением сожмите пружину. |
| 8. Установите сухари и снимите специальное
приспособление для сжатия пружины. | | 9.
Пластиковым молотком несколько раз ударьте по торцу стержня клапана для того,
чтобы сухари установились на свои места. | |
10. Повторите эти операции на всех клапанах. |  | 11.
Нанесите тонкий слой моторного масла на боковую поверхность гидравлических
компенсаторов зазоров клапанов. | | 12. Установите
гидравлические компенсаторы на те места, откуда они были сняты. |  | 13.
Проверьте, нет ли свободного перемещения гидравлических компенсаторов. |
| 14. Тщательно удалите с верхней части блока
цилиндров все загрязнения и масло. | 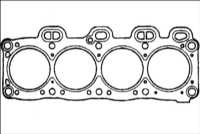 | 15.
Установите новую прокладку головки цилиндров. | | 16.
Установите головку цилиндров. | | 17.
Нанесите моторное масло на резьбы болтов и поверхности седел. |  |
Предупреждение
Убедитесь, что болты головки цилиндров одного типа – (А) или (В). Не используйте
болты разных типов вперемешку.
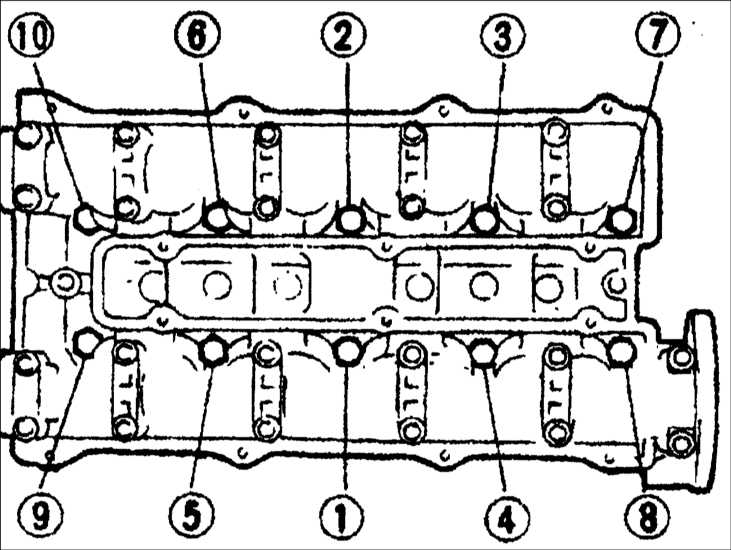
|  | 18.
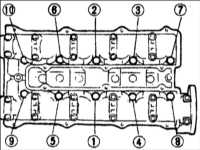
В определенной последовательности затяните болты крепления головки блока цилиндров
в следующем порядке. FE DOHC: 80–86 Н•м
Т8 DOHC:
а. затяните болты
моментом затяжки 49 Н•м;
b. в последовательности, обратной затягиванию, ослабьте
болты;
с. затяните болты моментом затяжки 39,2Н•м;
d. доверните болты
на угол 90°. |  | 19.
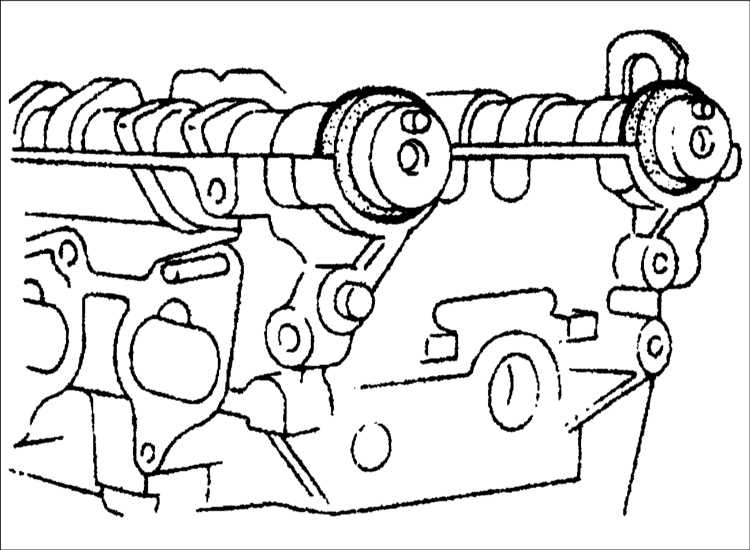
Нанесите достаточное количество моторного масла на шейки и подшипники распределительных
валов. |  | 20.
Установите распределительные валы так, чтобы установочный штифт располагался точно
вверху. | | 21. Нанесите достаточное
количество чистого моторного масла на контуры кулачков и шейки распределительных
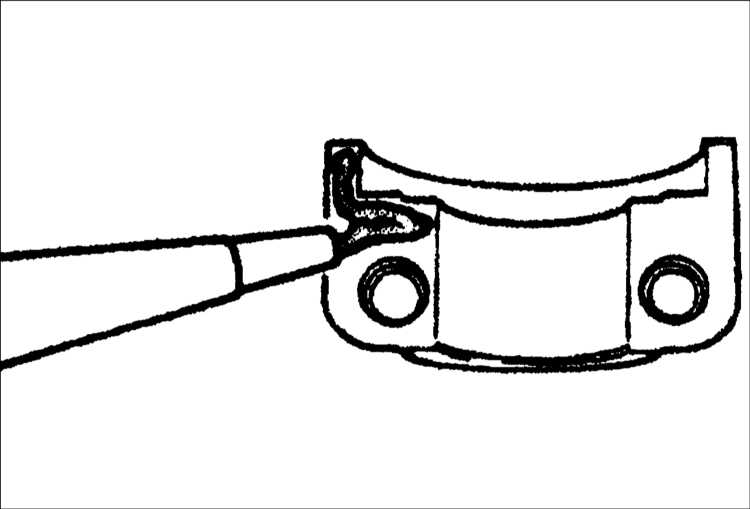
валов. |  | 22.
Нанесите силиконовый герметик на привалочные поверхности передних крышек распределительных
валов. | 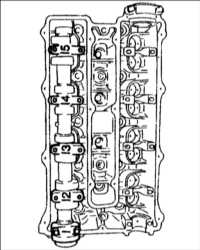 | 23.
Установите крышки распределительных валов в соответствии с их номерами и разметкой. |
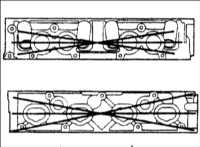
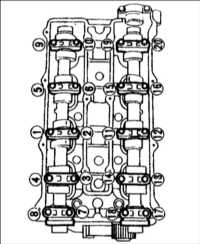 | 24.
В определенной последовательности за 2–3 этапа затяните болты крепления крышек
распределительных валов.
Момент затяжки: 17,6–26,5 Н•м |
 | 25.
Установите уплотнительную пластину и закрепите ее болтами. Момент затяжки:
7,8–11,8 Н•м |  | 26.
Нанесите силиконовый герметик на передние и заднюю крышку распределительных валов. |
| 27. Установите крышку головки цилиндров и
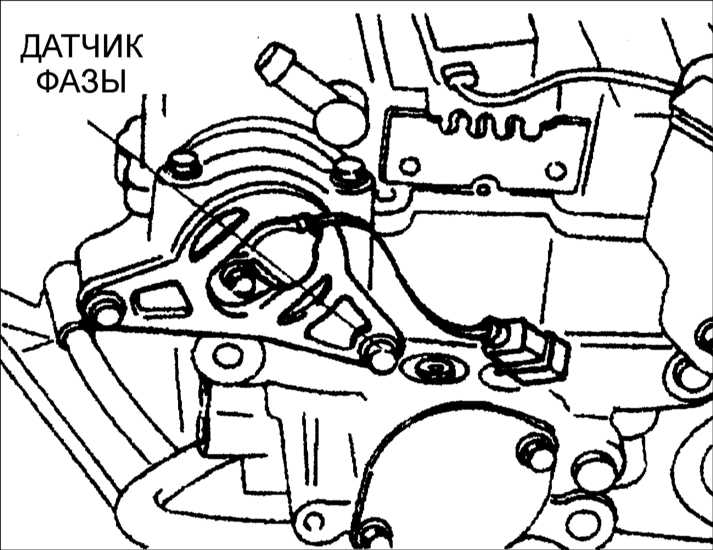
закрепите ее болтами. Момент затяжки: 3,9–5,9 Н•м | | 28.
Удалите грязь и смазку с поверхности корпуса датчика угла поворота. |  | 29.
Установите датчик угла поворота с новым уплотнительным кольцом и закрепите его
болтами. |
Предупреждение
Не используйте повторно
уплотнительное кольцо.
| |
|